

Y31125滚齿机
Y31125滚齿机
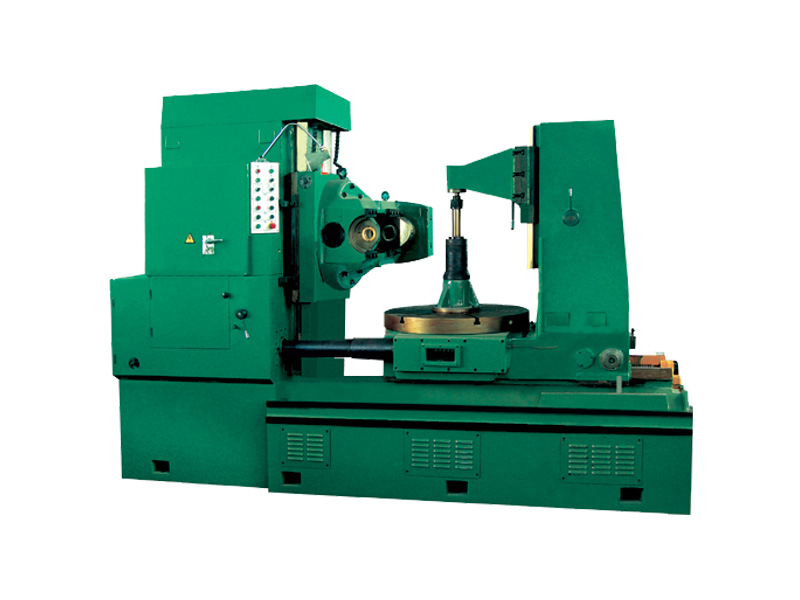
Y31125滚齿机适用于加工最大直径达1250毫米,模数达16毫米的直齿轮、斜齿轮,也可以加工蜗轮。Y31125滚齿机结构匀称,布局合理;选用优质材料,精心制作;可用顺铣或逆铣方法加工齿轮;尽量减少机床热源;冷却油供应充分;操作方便,维护简单;价格低廉。特别适合於一般机器制造厂及矿山冶金厂单件、小批及成批生产用。
生产厂家:滕州市高地机床有限公司
厂家热线:0632-5806100
移动电话:18663251181
好、强度大、精度高、操作方便、调整及维护简单等特点。可采用逆铣和顺铣方法加工齿轮,可以轴向或颈向进行加工。根据用户的特许要求可配置西门子数控系统,完成鼓形齿和小锥度齿轮的加工,还可以将机床加高、加长,扩展机床的加工范围。
Y31125滚齿机具有以下特点:
1、结构匀称,布局合理;
2、选用优质材料,精心制作;
3、可用顺铣或逆铣方法加工齿轮;
4、尽量减少机床热源;
5、冷却油供应充分;
6、操作方便,维护简单;
7、价格低廉。
本机主要参数:
|
Y31125滚齿机技术参数 |
|
|
最大加工模数: |
|
|
钢件 |
12毫米 |
|
铸件 |
16毫米 |
|
加工直齿时最大工件直径: |
|
|
有后立柱 |
1000毫米 |
|
无后立柱 |
1560毫米 |
|
加工直齿时最大工件宽度(中心距≥200) |
450毫米 |
|
刀架滑板最大行程 |
500毫米 |
|
刀具轴线离工作台面距离: |
|
|
最大 |
800毫米 |
|
最小 |
200毫米 |
|
刀具轴线离工作台面距离: |
|
|
最大 |
800毫米 |
|
最小 |
100毫米 |
|
主轴锥孔 |
莫氏6号 |
|
刀具最大尺寸 |
|
|
直径 |
220毫米 |
|
长度 |
220毫米 |
|
刀具可换心轴直径 |
27、32、40、50毫米 |
|
刀具最大轴向移动量 |
100毫米 |
|
工作台最大载重量 |
3吨 |
|
工作台直径 |
950毫米 |
|
工作台孔径 |
200毫米 |
|
工件心轴座孔锥度 |
莫氏6号 |
|
主轴转速级数 |
7级 |
|
主轴转速范围 |
16~125转/分 |
|
垂直进给量级数 |
8级 |
|
垂直进给量范围 |
0.39~4.39毫米/工作台每转 |
|
刀架滑板垂直快速移动快速 |
0.525米/分 |
|
刀架滑板垂直手移动每转转动量 |
0.63毫米/转 |
|
工作台快速移动速度 |
0.47米/分 |
|
工作台径向手动进给每转移动量 |
0.5毫米/转 |
|
工作台径向手动进给准确度 |
0.02毫米 |
|
主电机功率及额定转速 |
N=11千瓦 1450转/分 |
|
快速电动机功率及额定转速 |
N=1.5千瓦 960转/分 |
|
工作台快速电机功率及额定转速 |
N=1.5千瓦 960转/分 |
|
液压油泵电动机功率及额定转速 |
N=1.5千瓦 960转/分 |
|
冷却泵电动机功率及额定转速 |
N=1.5千瓦 1420转/分 |
|
机床轮廓尺寸(长×宽×高) |
3625×1650×2300毫米 |
|
机床重量 |
约10吨 |
机床适用于批量及单件生产加工圆柱直齿轮、斜齿轮、涡轮和链轮。该机床具有刚性好、强度大、精度好、操作方便、调整及维护简单等特点。可采用逆铣和顺铣方法加工齿轮,可以轴向或颈向进行加工。根据用户的特许要求可配置西门子数控系统,完成鼓形齿和小锥度齿轮的加工,还可以将机床加高、加长,扩展机床的加工范围。
具有以下特点:
1、结构匀称,布局合理;
2、选用优质材料,精心制作;
3、可用顺铣或逆铣方法加工齿轮;
4、尽量减少机床热源;
5、冷却油供应充分;
6、操作方便,维护简单;
7、价格低廉。
本机加工最大直径达1250毫米,模数达16毫米的直齿轮、斜齿轮,也可以加工蜗轮。特别适合於一般机器制造厂及矿山冶金厂单件、小批及成批生产用。
滚齿原理:滚齿加工是展成法原理来加工齿轮。用滚刀来加工对轮相当于一对交错螺旋轮啮合。这对啮合齿轮传动副中,一个齿轮齿数很少,一个或几个,螺旋角很大就演变成了一个蜗杆,再将蜗杆开槽并铲背,就成为齿轮滚刀。齿轮滚刀螺旋线法向剖面各刀齿面也一根齿条,当滚刀连续转动时就相于一根无限长齿条沿刀具轴向连续移动。齿轮滚刀按给定切削速度作旋转运动时,工件则按齿轮齿条啮合关系传动(即当滚刀转一圈,相当于齿条移动一个或几个齿距,齿轮坏也相应转过一个或几个齿距),齿坏上切出齿槽,形成渐开线齿面,滚齿轮过程中,分布螺旋线滚刀各刀齿相继切出齿槽中一薄层金属,每个齿槽滚刀旋转中由几个刀齿依次切出,渐开线是展成法 ,成形运动是由滚刀旋转运动和工件旋轻快运动组成复合运动(B11+B12),,这个复合运动称为展成运动。当滚刀与工件连续转动时,便工件整个圆周上依次切出所有齿槽。这一过程中,齿面形成与齿轮分度是同时进行。展成运动也就 是分度运动。由上所述,到渐开线齿廓和齿数,滚齿时,滚刀和工件之间必须保持严格相对运动关系,即当滚刀转过1时,工件相应转过K/Z(K为滚刀头数,Z为工件齿数。)
安全操作规程:
使用滚齿机前,应做以下检查:操作人员必须安全着装。手、脚要远离旋转的滚齿机头。
不得踩住电源线或将电源线缠入滚齿机内。不得擅自将操作手柄脱手。停机时,必须在滚齿机完全停止旋转后,才可以松开手柄。
使用完滚齿机,必须切断电源。
以上就是滚齿机的安全事项的介绍,希望大家在操作中注意。
滚齿机能兼作粗、精加工。为使粗加工能以较大切削深度、较大进给速度地加工,要求粗车刀具强度好、耐用度好。精车首先要保证加工精度,因此要求刀具必须精度好、耐用度好。为减少换刀时间和方便对刀,应可能多地采用机夹刀。
滚齿机车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。
以直线形切削刃为特征的车刀一般称为尖形车刀。
圆弧形车刀是较为特殊的滚齿机加工用车刀。其特征是,构成主切削刃的刀刃形状为一圆度误差或线轮廓度误差很小的圆弧;该圆弧刃每一点都是圆弧形车刀的刀尖,因此,刀位点不在圆弧上,而在该圆弧的圆心上;车刀圆弧半径理论上与被加工零件的形状无关,并可按需要灵活确定或测定后确认。当某些尖形车刀或成型车刀(如螺纹车刀)的刀尖具有一定的圆弧形状时,也可作为这类车刀使用。圆弧形车刀可以用于车削内、外表面,特别适宜于车削各种光滑连接(凹形)的成型面。
成型车刀俗称样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形状和尺寸决定。滚齿机车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹车刀等。在滚齿机加工中,应尽量少用或不用成型车刀,当确有必要选用时则应在工艺准备文件或加工程序单上进行详细说明。
车刀的结构
机夹可转位车刀组成根据夹紧结构的不同可分为以下几种形式。
偏心式夹紧结构利用螺钉上端的一个偏心心轴将刀片夹紧在刀杆上,该结构依靠偏心夹紧,螺钉自锁,结构简单,操作方便,但不能双边定位。当偏心量过小时,要求刀片制造的精度好,若偏心量过大时,在切削力冲击作用下刀片易松动,因此偏心式夹紧结构适于连续平稳切削的场合。
杠杆式夹紧结构应用杠杆原理对刀片进行夹紧。当旋动螺钉时,通过杠杆产生夹紧力,从而将刀片定位在刀槽侧面上,旋出螺钉时,刀片松开,半圆筒形弹簧片可保持刀垫位置不动。该结构特点是定位精度好、夹固牢靠、受力合理、适用方便,但工艺性较差。
刀片内孔定位在刀片槽的销轴上,带有斜面的压块由压紧螺钉下压时,楔块一面靠紧刀杆上的凸台,另一面将刀片推往刀片中间孔的圆柱销上压紧刀片。该结构的特点是操作简单方便,但定位精度较低,且夹紧力与切削力相反。
上一件产品:Y3180滚齿机
下一件产品:YK3180数控滚齿机




联系我们

滕州市高地机床有限公司
服务热线:0632-5806100
移动电话:18663251181
公司邮箱:1908346240@qq.com
公司地址:山东省滕州市西环工业园