

CJ0625台式车床
生产厂家:滕州市高地机床有限公司
厂家热线:0632-5806100
移动电话:18663251181
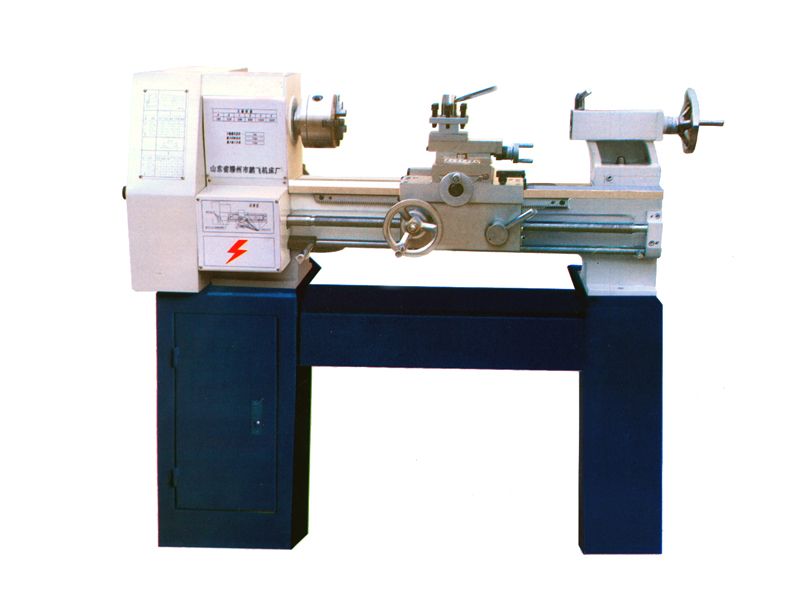
CJ0625台式车床的部件组成:
CJ0625台式车床是能对轴、盘、环等多种类型工件进行多种工序加工的台式车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。CJ0625台式车床的主要组成部件有:主轴箱、进给箱、溜板箱、刀架、尾架、光杠丝杆和床身。
主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中等主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的 使用价值就会降低。
进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。
丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜 板箱获得纵向直线运动。丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠。同学们要结合溜板箱的内容区分光杠与丝杠的区别。
溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。
刀架、尾架和床身。
普通车床的主要附件
1.三爪卡盘(用于圆柱形工件),四爪卡盘(不规则工件)
2.活顶尖(用于固定加工件)
3.中心架(稳定加工件)
4.跟刀架
下面介绍CJ0625台式车床的具体参数:
|
主要技术参数 |
CJ0625 |
|
床身以上中心高 |
140mm |
|
中心距 |
500mm |
|
床面以上最大工件回转直径 |
280mm |
|
刀架以上加工最大直径 |
160mm |
|
最大工件长度 |
500mm |
|
主轴内孔直径 |
Ф28mm |
|
主轴转速级数 |
正反各6级 |
|
主轴转速范围 |
180-1800r/min |
|
主轴每转刀架进给量范围 |
纵向0.14-3mm |
|
车削公制螺纹 |
种数 15 |
|
|
螺距范围 0.14-3mm |
|
车削英制螺纹 |
种数 15 |
|
|
每英寸牙数范围4.7-60 |
|
尾座顶尖套内孔锥度 |
莫氏3号 |
|
尾座顶尖套筒最大移动距离 |
90mm |
|
主电动机功率 |
1.1KW 380VAC |
|
|
1.1KW 220VAC |
|
机床外形尺寸(长*宽*高) |
1200*620*500 |
|
机床净重 |
200Kg |





服务热线:0632-5806100
移动电话:18663251181
公司邮箱:1908346240@qq.com
公司地址:山东省滕州市西环工业园